
焊钳输出电流大,焊接时间短
焊钳设计强度高
焊钳加压力高
电极帽采用大弧形端面
钳臂配装散热铜排
焊钳可配压力反馈装置
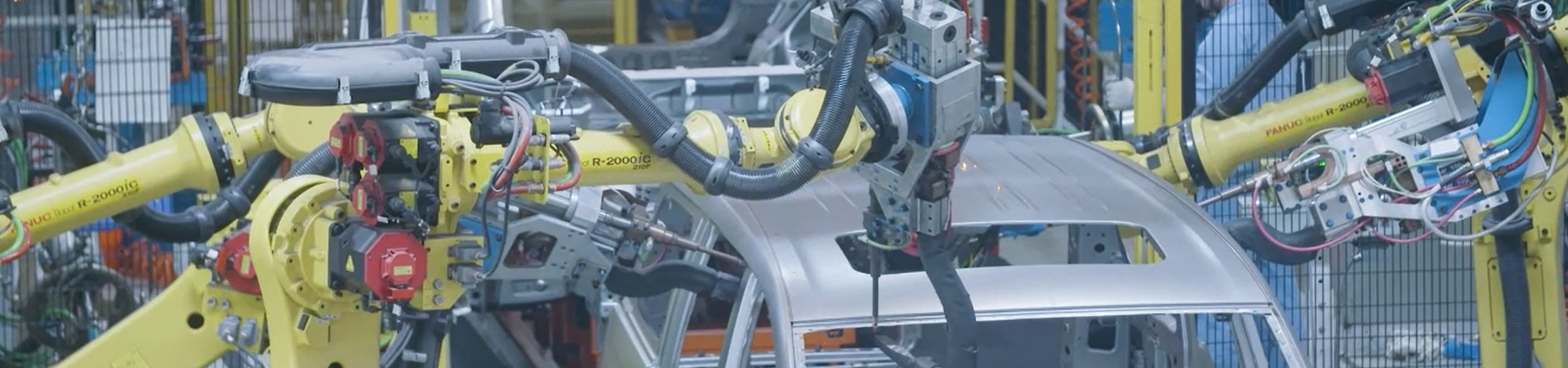
铝点焊是电阻焊的一种,利用电流通过焊件及附近区域产生的电阻热作为热源将工件局部加热,同时加压使工件形成金属结合的一种方法。
机器人铝点焊钳结构形式与钢点焊钳大致相同,相比钢点焊钳,其要求焊接压力更大、焊接电流更高、焊接时间更短;使得焊钳的设计强度更高、焊接变压器的功率更大,同时采用优化的水路结构保证焊钳获得最佳的散热效果。
焊钳输出电流大,焊接时间短
焊钳设计强度高
焊钳加压力高
电极帽采用大弧形端面
钳臂配装散热铜排
焊钳可配压力反馈装置
C型基本参数
焊接压力:MAX 8000N
最大短路电流:50KA
变压器容量:225KVA X=50%
焊钳开口:130/180/280mm,也可根据实际加大
焊钳总重量:≥164KG
焊钳水流量:≥20L/min
电极帽:φ19mm
X型基本参数
焊接压力:MAX 8000N
最大短路电流:50KA
变压器容量:225KVA X=50%
焊钳开口:24°/19°
焊钳总重量:≥200KG
焊钳水流量:≥20L/min
电极帽:φ19mm











